盐浴软氮化处理
盐浴软氮化处理

盐浴软氮化
我司采用盐浴软氮化工艺,是在世界工业领域已经应用非常广泛的一种环保型氮碳共渗处理工艺。即把工件浸入580℃左右富含[N][C]熔融的盐浴中,使盐浴中初生态的[N][C]原子渗透扩散进入部品的内部,并且在部品的表层形成化合物层,并于次层形成扩散层的低温、环保型的化学热处理过程。根据客户不同要求,可选择不同的工艺。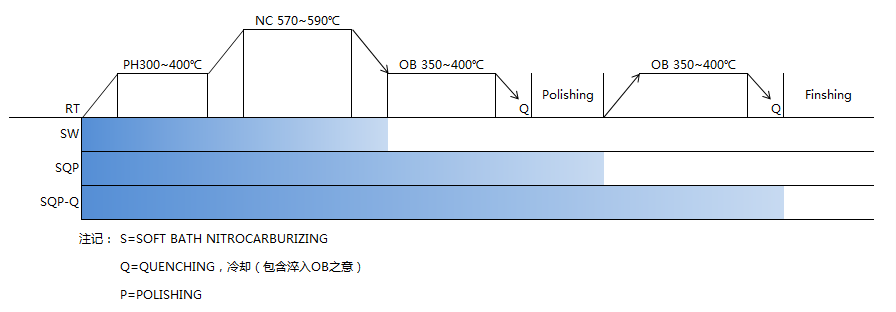
工序定义
设定: 将部品以一定的方式规则地放置于治具上.
预热: ①烘干残留在部品上的水分,以免入炉时水分汽化使熔盐飞溅.
②减小部品入炉时的温差,以减小由于热应力引起的变形.
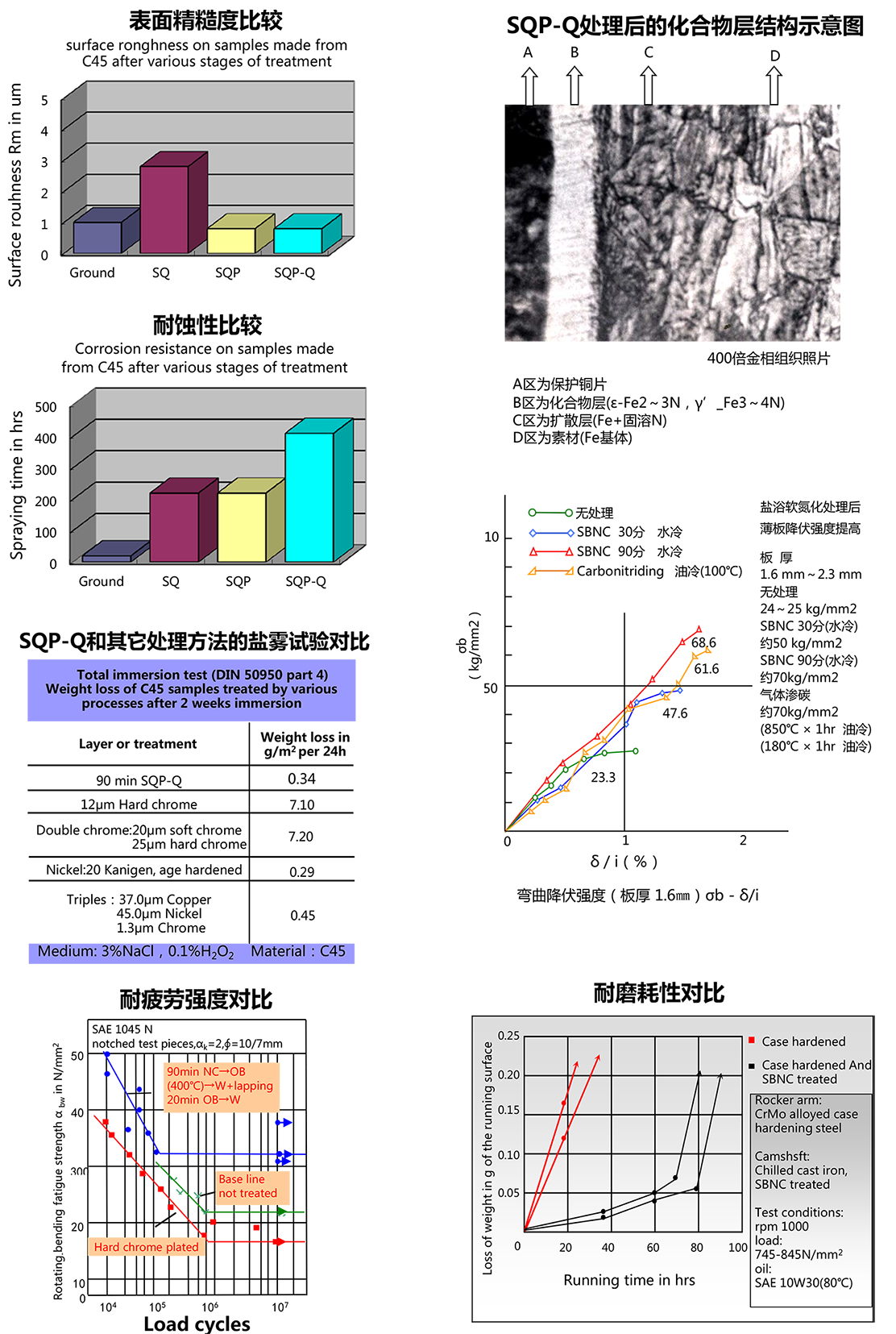
盐浴软氮化: 是在550~600℃的盐浴中,将离解出来的活性的[N]和[C]原子渗入到部品的表层,并在表面形成一层ε-FexN(x=2~3)的化合物层和较深的扩散层。ε相的化合物层具有很高的硬度和耐磨性,而扩散层具有很好的耐疲劳强度。
氧化: 是指强氧化性盐浴,内含丰富初生态的[O]原子。经盐浴软氮化处理后,部品若再经过氧化处理,表层可以获得一层均匀而致密的黑色氧化膜(Fe3O4),会使部品的耐腐蚀性能有成倍的提高。产生的氧化膜颜色及厚度随温度、时间的提高或延长而加深、致密.
后处理:目的是去除经盐浴软氮化后表面产生的灰迹、污垢,同时有光整表面的作用。现有的后处理方式有:研磨、抛光、喷砂、抛丸处理等.
工艺性能及应用
盐浴软氮化处理后,部品表面获得一层Fe[C、N]的化合物层,该层硬度较高,具有良好的耐磨性和耐蚀性,由于氮原子的渗入,使部品表面产生残留压缩应力,可显著提高部品的耐疲劳强度,并且随着软氮化冷却速度的提高,其它方面的性能(如抗弯曲强度)也随之提高.
盐浴软氮化处理后,若再经氧化盐浴处理,则在部品表面会形成一层以Fe3O4为主的黑色氧化膜,该膜不仅可以提高部品的耐蚀性,同时可以有效的减小部品表面的摩擦系数,具有较强的润滑性。盐浴软氮化工艺适用于碳钢、低、中、高合钢、不锈钢、铸铁及铁系粉末冶金材料。因此广泛应用于渗层薄、负荷小而变形要求严格的耐磨件及工、模具.
汽 车 类: 传动系统、制动系统、涡轮增压、空调压缩机、车门、引擎等相关部品
家电·OA: 打印机、复印机、洗衣机等相关部品
其他: 机械设备、电动工具、 医疗器械、纺织机械、电器开关等相关部品